
Новостной центр



Удлиненная поверхностная трубка
Наша компания выходит за рамки производства труб с удлиненной поверхностью. Они способны легко интегрировать его в систему рекуперации тепла и поставлять как единое целое. Точно так же, как мы придерживаемся признанных стандартов качества BS и ASME в наших процессах производства труб, они следуют тем же самым высоким стандартам качества. Они нанимают высококвалифицированных сертифицированных сварщиков и работают в соответствии со строгими правилами, чтобы обеспечить первоклассные результаты.
Мы твердо верим, что знания и опыт Lord Fin Tube в этой области не имеют себе равных, что делает их услуги поистине исключительными и уникальными. Крупные операторы в различных отраслях, вероятно, сочтут их предложения очень ценными.
Производство оребренных труб, сваренных сопротивлением высокой частоты, сопряжено с многочисленными техническими проблемами, и наша команда обладает специальными знаниями и обширным опытом для эффективного решения этих проблем. Чтобы предоставить операторам предприятий представление о процессе, мы обсудим некоторые ключевые аспекты:
Контактная сварка трубок с удлиненной поверхностью
Для высокочастотной контактной сварки обычно используется ток частотой 450 000 Гц. Этот метод включает в себя намотку ребра вокруг трубки для создания непрерывного сварного шва. Во время этого процесса основание ребер расширяется за счет формовки и сварки, в результате чего площадь контакта становится шире, чем само ребро.
Основная цель сварного шва — поддерживать контакт между ребром и трубкой, способствуя передаче тепла через весь интерфейс, а не только через сам сварной шов. Высокочастотный ток приводит к локальному нагреву поверхности трубы и кромки ребра, что способствует увеличению скорости сварки и упрощению сварки сложных комбинаций материалов.
Высокочастотный процесс позволяет сваривать ребра гораздо большей толщины, чем это было возможно ранее, потенциально заменяя такие методы, как сварка MIG, TIG и шпилек, которые, как правило, являются более дорогостоящими и требуют термообработки после сварки.
Этот процесс сочетает в себе тепло и давление для достижения слияния ребра и трубки. Электрический ток подается через контакты на ребре и трубке, вырабатывая тепло, необходимое для сварки. Максимальное сопротивление и нагрев возникают на границе оребрения и трубки, где с помощью различных инструментов прикладывается давление для их соединения. Этот процесс контактной сварки обеспечивает прочное металлургическое соединение между ребром и трубкой, одновременно сводя к минимуму зону термического влияния (ЗТВ) в трубе.
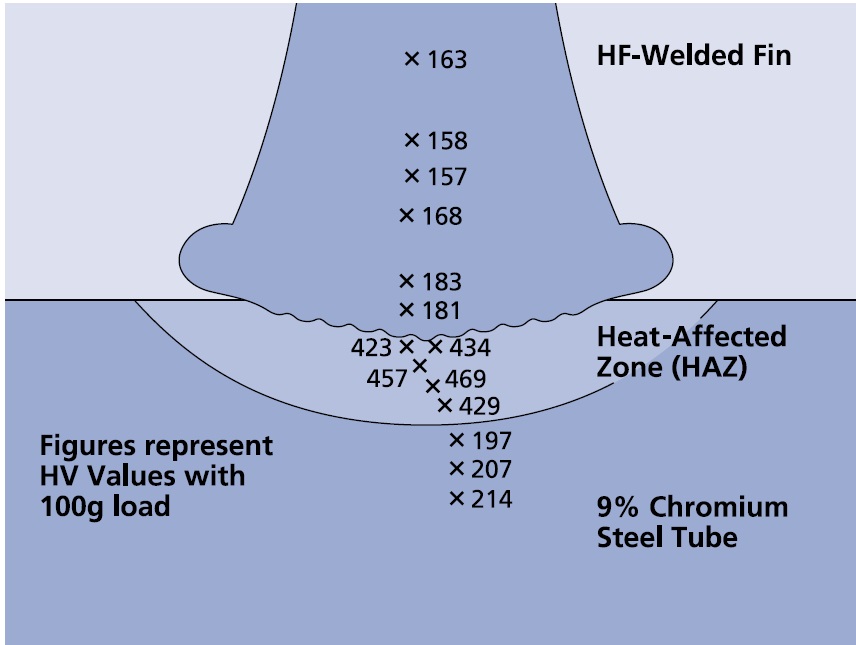
Давление также помогает свести к минимуму подвод тепла, необходимый для сварки, а постоянное увлажнение зоны сварного шва сохраняет трубу прохладной, за исключением мест, находящихся в непосредственной близости от сварного шва. Следовательно, большинство распространенных материалов трубок демонстрируют минимальные изменения в зеренной структуре или физических свойствах при приварке к ним ребер. Исключением являются стали с содержанием хрома от 3% до 9%, в которых в зоне термического влияния происходит переход от ферритной к мартенситной микроструктуре, что приводит к увеличению твердости.
В большинстве случаев послесварочная термообработка ребер, сваренных высокочастотной сваркой, не является необходимой для удовлетворительной эксплуатации, даже в упомянутых экстремальных сценариях, из-за поверхностного характера микроструктурных изменений.
Повышенное качество сварки труб с поверхностью
Высокочастотная контактная сварка сделала процесс крепления ребер к трубкам более быстрым и доступным. Однако достижение стабильно высокого качества сварных швов различных материалов, необходимых в энергетической, химической и нефтяной промышленности, по-прежнему зависит от навыков и опыта оператора.
При оценке качества сварного шва посредством поверхностного осмотра следует учитывать несколько элементов. Чтобы добиться плавления при контактной сварке, оксидный слой на трубке и ребре должен быть смещен из области сварного шва, что часто приводит к выталкиванию по краям ребер. Получить удовлетворительный сварной шов без вытеснения может быть непросто.
Гофры у основания ребер также могут привести к ухудшению качества сварки. Поэтому инструменты для зоны сварки должны быть спроектированы так, чтобы минимизировать гофрирование. В тех случаях, когда качество сварки имеет первостепенное значение, следует рассмотреть возможность использования зубчатых ребер, поскольку они решают многие проблемы сварки, связанные с гладкими ребрами вокруг трубы.
Удлиненная поверхностная трубка, минимизирующая падение давления
Способ формирования ребра вокруг трубки существенно влияет на перепад давления жидкости, протекающей через ребра. Чтобы уменьшить падение давления, ребро должно быть перпендикулярно трубке, а гофрирование у основания ребра должно контролироваться.
Стандарты различаются по допустимому отклонению от перпендикулярного расположения. Чем больше наклон ребра, тем больше оно блокирует зону свободного потока, увеличивая перепад давления. Аналогичным образом, для достижения оптимальной производительности необходимо свести к минимуму гофрирование у основания ребер.
В тех случаях, когда контроль гофрирования затруднен, в качестве альтернативы для достижения оптимальных характеристик следует рассматривать сегментированные ребра, которые не подвержены этой проблеме.
В заключение отметим, что интеграция труб с удлиненной поверхностью в системы рекуперации тепла, особенно посредством высокочастотной контактной сварки, включает в себя сложные процессы, требующие знаний и опыта. Lord Fin Tube Ltd, наша дочерняя компания, является свидетельством превосходства в этой области, предоставляя исключительные услуги крупным операторам в различных отраслях.