U-образный изгиб Котельная труба из легированной стали ASTM A209|Труба ASTM A209 T1
VIEW MORE+
ПРОДУКТЫ
Новостной центр
- Конструкция кожухотрубных теплообменников и основные части.
- Ребристая труба с LL-футом и ребристая труба с L-футом
- Каков тип процесса изготовления спиральных трубчатых змеевиков?
- Знание дуплексной нержавеющей стали
- Представляем котельную трубу ASTM A209/ASME SA209 T1
- Ребристые радиаторы назначение и применение
- Каковы эффекты зон термического влияния в оребренных трубах?
- Что вызывает появление зон теплового воздействия?
- Что такое зона термического влияния (ЗТВ) в оребренных трубах?
- Предварительный нагрев перед сваркой – метод предотвращения сварочных трещин

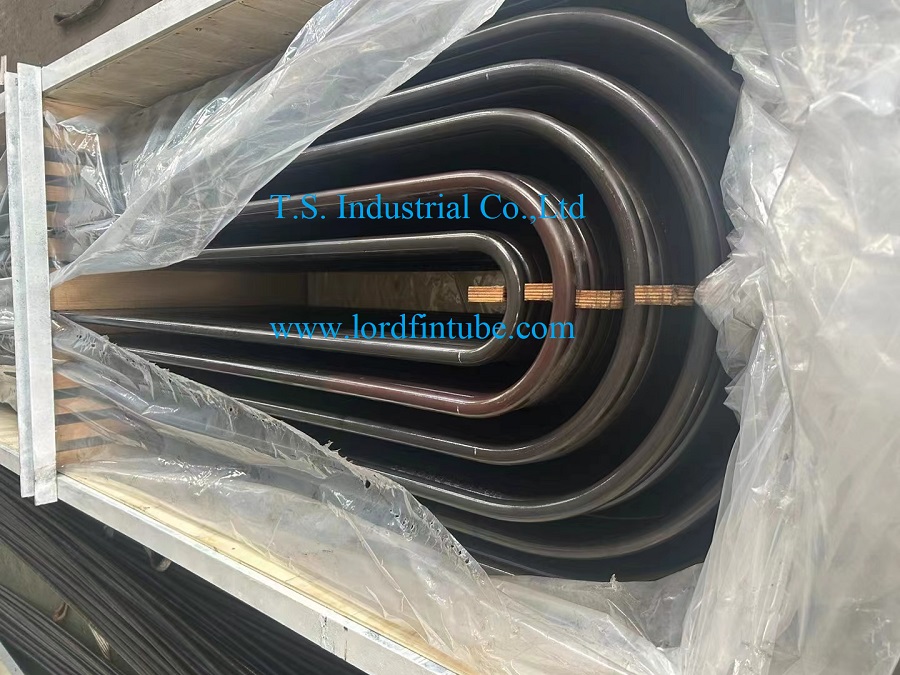
U-образный изгиб ASTM A556 Трубы нагревателя питательной воды
Стандартные спецификации ASTM A556/A556M для бесшовных холоднотянутых трубок нагревателя питательной воды из углеродистой стали. Охватывает бесшовные холоднотянутые трубы из углеродистой стали с минимальной толщиной стенки, включая изгиб в форме U-образных трубок, используемых в трубчатых подогревателях питательной воды.
DESCRIPCIóN
Стандартные спецификации ASTM A556/A556M для бесшовных холоднотянутых трубок нагревателя питательной воды из углеродистой стали
1. Область применения ASTM A556/A556M
1.1 Настоящая спецификация 2 охватывает бесшовные холоднотянутые трубы из углеродистой стали с минимальной толщиной стенки, включая изгиб в форме U-образных трубок, если указано, для использования в трубчатых нагревателях питательной воды .
1.2 Размеры покрытых трубок должны составлять от 5/8 до 1 1/4 дюйма. Наружный диаметр от [15,9 до 31,8 мм] включительно, с минимальной толщиной стенок, равной или превышающей 0,045 дюйма [1,1 мм].
1.3 Приводятся факультативные дополнительные требования, которые при желании должны быть указаны в заказе.
1.4 Значения, указанные либо в единицах измерения дюйм-фунт, либо в единицах СИ, следует рассматривать отдельно как стандарт. Внутри текста единицы СИ указаны в скобках. Значения, указанные в каждой системе, не являются точными эквивалентами; поэтому каждая система должна использоваться независимо от другой. Объединение значений из двух систем может привести к несоответствию спецификации. Применяются единицы измерения дюйм-фунт, если в заказе не указано обозначение «М» данной спецификации.
2. Справочные документы ASTM A556/A556M.
2.1 Стандарты ASTM:
Спецификация 450/A 450M для общих требований к трубам из углеродистой, ферритной и аустенитной стали.
Е 30 Методы испытаний химического анализа стали, чугуна, мартеновского и кованого железа
 3. Информация для заказа ASTM A556/A556M.
3. Информация для заказа ASTM A556/A556M.
3.1 Заказы на материалы по настоящей спецификации должны включать следующее, необходимое для адекватного описания желаемого материала:
3.1.1 Количество (футы, метры или количество штук),
3.1.2 Наименование материала (трубы стальные бесшовные),
3.1.3 Размеры (наружный диаметр и минимальная толщина стенки),
3.1.4 Длина (конкретная или произвольная),
3.1.5 Производство (холоднотянутое),
3.1.6 Марка (химический состав),
3.1.7 Дополнительные требования,
3.1.8 Требования к изгибу. Если в заказе указано, что трубы должны быть согнуты, к заказу должна быть приложена конструкция U-образных трубок. Покупатель должен указать, требуется ли отжиг U-образных изгибов для снятия напряжений.
3.1.9 Требуется отчет об испытаниях (см. раздел «Сертификация» спецификации A 450/A 450M),
3.1.10 Номер спецификации и
3.1.11 Особые требования и любые выбранные дополнительные требования.
4. Общие требования ASTM A556/A556M.
4.1 Материал, поставляемый в соответствии с настоящей спецификацией, должен соответствовать применимым требованиям действующего издания Спецификации А 450/А 450М, если иное не предусмотрено здесь.
5. Производство ASTM A556/A556M
5.1 Производство. Трубы должны изготавливаться бесшовным способом и подвергаться холодной вытяжке.
5.2 Термическая обработка:
5.2.1 Холоднотянутые трубы должны быть подвергнуты термической обработке после окончательного прохода холодной вытяжки при температуре 1200°F [640°C] или выше, чтобы обеспечить пластичность, достаточную для прокатки в трубные решетки, и обеспечить соответствие механическим свойствам, как указано.
5.2.2 Если предусмотрен отжиг U-образных изгибов для снятия напряжений, то отжиг должен состоять из нагрева изогнутой части в диапазоне температур от 1100 до 1200°F [от 585 до 640°C].
6. Химический состав ASTM A556/A556M.
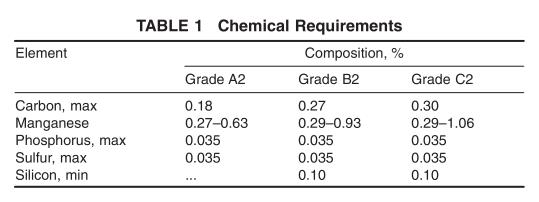
6.1 Сталь должна соответствовать одному из требований по химическому составу, приведенному в таблице 1.
6.2 Если заказывается марка сплава в соответствии с настоящей спецификацией, поставка марки сплава, которая требует добавления любого элемента, кроме тех, которые указаны для заказанной марки в Таблице 1, не допускается.
7. Анализ продукта ASTM A556/A556M.
7.1 По запросу в заказе на поставку изготовитель или поставщик должен провести анализ продукции по одной трубе или заготовке на каждую плавку.
7.2 Если первоначальное испытание на анализ продукции не дало результатов, необходимо провести повторные испытания двух дополнительных труб или заготовок. Оба повторных испытания рассматриваемых элементов должны соответствовать требованиям настоящей спецификации; в противном случае весь оставшийся материал в партии или партии (примечание 1) должен быть забракован или, по усмотрению производителя, каждая труба может быть индивидуально испытана на приемку. Трубы, не соответствующие требованиям настоящей спецификации, подлежат браковке.
П р и м е ч а н и е 1 — В отношении требований к испытаниям на растяжение и твердость термин «партия» применяется ко всем трубам до резки, имеющим одинаковый номинальный диаметр и толщину стенки, изготовленным из одной плавки стали. При окончательной термообработке в печи периодического действия в партию должны входить только те трубы одного размера и одной плавки, которые проходят термическую обработку в одной и той же шихте. Если окончательная термообработка проводится в печи непрерывного действия, партия должна включать все трубы одинакового размера и температуры, подвергнутые термической обработке в одной печи при одинаковой температуре, времени нагрева и скорости печи.
7.3 Для судейских целей следует использовать методы испытаний Е 30.
8. Механические свойства ASTM A556/A556M.
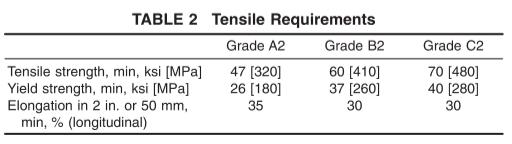
8.1 Tensile Properties—The material shall conform to the requirements as to tensile properties prescribed in Table 2, when pulled in full section.
8.2 Hardness Requirements—The tubes shall not exceed the Rockwell Hardness shown in Table 3.
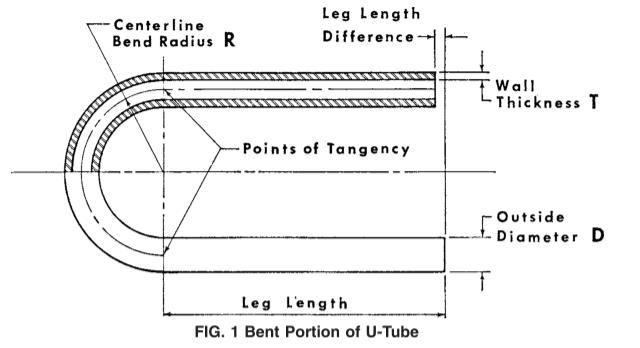
 9. ASTM A556/A556M Permissible Variations in Dimensions (Fig. 1)
9. ASTM A556/A556M Permissible Variations in Dimensions (Fig. 1)
9.1 Permissible variations from the specified outside diameter shall not exceed 60.004 in. [0.10 mm] for tubing under
1.0-in. [25.4-mm] outside diameter nor 60.006 in. [0.15 mm] for tubing 1.0 in. [25.4 mm] to 1.25 in. [31.7 mm] inclusive. These tolerances do not apply to the bent portion of the U-tubes. At the bent portion of a U-tube for R = 2 3 D or greater neither the major nor minor diameter of tube shall deviate from nominal by more than 10 %. If 1 1 ⁄ 2 D is specified, tolerances could be greater.
9.2 Permissible variations from the specified minimum wall thickness shall not exceed +20 % or −0. The wall thickness of the tube in U-bent section shall be not less than value
determined by: t f 5 T ~ 2R ! / ~ 2R1D ! (1) where:
t f = wall thickness after bending, in. [mm],
T = specified minimum tube wall thickness, in. [mm],
R = centerline bend radius, in. [mm], and
D = nominal outside tube diameter, in. [mm].
9.3 In the case of U-tubes, the length of the tube legs as measured from the point of tangency of the bend and the tube leg to the end ofthe tube leg shall not be less than specified, but may exceed the specified values by the amount given in Table
4. The difference in lengths of the tube legs shall not be greater than 1/8 in. [3 mm] unless otherwise specified.
9.4 The end of any tube may depart from square by not more than the amount given in Table 5.
9.5 The leg spacing measured between the points of tangency of the bend to the legs shall not vary from the value (2R− specified tube OD) by more than 1/16 in. [1.5 mm] where R is the centerline bend radius.
9.6 The bent portion of the U-tube shall be substantially uniform in curvature and not exceed 6 1/16 in. [61.5 mm] ofthe normal centerline radius.
10. ASTM A556/A556M Workmanship, Finish, and Appearance
10.1 Finished tubes shall be free from scale but may have a superficial oxide film on the surfaces. Alight oxide scale on the outside and inside surfaces of U-bend shall be allowed for tubes which have been heat treated.
10.2 Finished tubes shall be reasonably straight and have smooth ends free from burrs. Tubes shall have a workmanlike finish and shall be free of surface imperfections that cannot be removed within the allowable wall tolerances. Removal of surface imperfections such as handling marks, straightening marks, light mandrel and die marks, shallow pits, and scale pattern will not be required provided they are within the allowable wall tolerances.
10.3 Finished tubes shall be coated both on the outside and the inside diameter to prevent corrosion in transit. The type of coating applied should be mutually agreed upon and specified in the order.
11. ASTM A556/A556M Mechanical Tests Required
11.1 Tension Test—One tension test shall be made on a specimen for lots of not more than 50 tubes. Tension tests shall be made on specimens from two tubes for lots of more than 50 tubes (Note 1).
11.2 Flattening Test—One flattening test shall be made on specimens taken from each end of one finished tube, not the one used for the flaring test, from each lot ofnot more than 125 tubes or fraction thereof.
11.3 Flaring Test—One flaring test shall be made on specimens taken from each end of one finished tube, not the one used for flattening test, from each lot of not more than 125 tubes or fraction thereof.
11.4 Hardness Test—Brinell or Rockwell hardness tests shall be made on specimens from two tubes from each lot (Note 1).
11.5 Hydrostatic Test—Each U-tube shall be subjected to a hydrostatic test, using a noncorrosive fluid, or when agreed upon between the purchaser and manufacturer, they may be tested at 1 1 ⁄ 2 times the specified design working pressure.
12. ASTM A556/A556M Nondestructive Test (Electric Test)
12.1 Each tube shall be tested after the finish heat treatment following the final cold-drawn pass by passing through a nondestructive tester capable of detecting defects on the entire cross section of the tube, in accordance with Specification A 450/A 450M.
13. ASTM A556/A556M Packaging and Package Marking
13.1 The tubing shall be packaged or bundled in such a manner as to prevent damage in ordinary handling and transportation and identified by a tag with the name of the manufacturer, purchase order number, specification number and grade, and size.
13.2 In the case of U-tubes, each box shall be palletized and legibly marked showing the manufacturer’s name, purchase order number, specification number and grade, size, and identification of items contained.
13.3 Bar Coding—In addition to the requirements in 13.1 and 13.2, bar coding is acceptable as a supplemental identification method. The purchaser may specify in the order a specific bar coding system to be used.
14. ASTM A556/A556M Keywords
ASTM A556 Feedwater Heater Tubes|Carbon Steel Feedwater Heater Tubes|U Bend ASTM A556 Feedwater Heater Tubes
Products
-

-

U-образная трубка теплообменника
VIEW MORE+ -
U-образные трубы ASTM A214 | U-образные трубы конденсатора
VIEW MORE+


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定