
Новостной центр



Конденсаторные трубы ASTM B395
Стандартные спецификации ASTM B395 для бесшовных теплообменников и конденсаторных трубок из меди и медных сплавов с U-образным изгибом
1. Область применения ASTM B395
1.1 Настоящие технические условия2 охватывают бесшовные конденсаторные, испарительные и теплообменные трубки U-образного изгиба из меди и медных сплавов диаметром до 2 дюймов включительно. Трубы для этого применения обычно изготавливаются из следующих меди или медных сплавов:
Медь или медный сплав, ранее использовавшийся
UNS №3 Обозначение Тип металла
C10200 OFA бескислородный, без остаточных раскислителей
C10300 бескислородный, со сверхнизким содержанием фосфора
C10800 бескислородный, с низким содержанием фосфора
C12000 DLPA фосфоризированный, с низким содержанием остаточного фосфора
C12200 DHPA фосфоризированный, с высоким содержанием остаточного фосфора
C14200 DPAA фосфоризированный, мышьяк
C19200 ... фосфоризированный, 1 % железа
C23000 ... красная латунь
C44300 Типы B, адмиралтейские металлы
С44400 С,
С44500 Д
C60800 ... алюминиевая бронза
C68700 Тип B алюминий латунь
С70400...95-5 медно-никелевый
С70600...90-10 медно-никелевый
С71000...80-20 медно-никелевый
С71500...70-30 медно-никелевый
C72200 ... медно-никелевый
2. Справочные документы ASTM B395.
2.1 Следующие документы выпуска, действующие на дату приобретения материала, составляют часть данной спецификации в той степени, в которой на нее есть ссылки:
2.2 Стандарты ASTM:
B 153 Метод испытания на расширение (испытание на штифт) труб и трубопроводов из меди и медных сплавов4
B 154 Метод испытания нитрата ртути для меди и медных сплавов4
B 170 Спецификация на профили для бескислородных электролитических медеплавильных заводов4
B 224 Классификация меди4
B 601 Практика обозначения состояния меди и медных сплавов — деформируемых и литых4
E 8 Методы испытаний металлических материалов на растяжение5
E 29 Практика использования значащих цифр в тестовых данных для определения соответствия спецификациям6
E 53 Методы химического анализа меди7
Е 54 Методы испытаний для химического анализа специальных латуней и бронз7
Е 55 Методика отбора проб деформируемых цветных металлов и сплавов для определения химического состава7
Е 62 Методы химического анализа меди и медных сплавов (фотометрические методы)
Е 75 Методы химического анализа медно-никелевых и медно-никель-цинковых сплавов7
E 112 Методы испытаний для определения среднего размера зерна5
E 243 Практика электромагнитного (вихревого) контроля труб из меди и медных сплавов8
E 478 Методы испытаний химического анализа медных сплавов9
E 527 Практика нумерации металлов и сплавов (UNS) 10
3. Терминология ASTM B395.
3.1 Определения терминов, относящихся к настоящему стандарту:
3.1.1 Способен — как указано в настоящей спецификации, испытание не обязательно должно проводиться производителем материала. Однако если последующее испытание, проведенное покупателем, установит, что материал не соответствует этим требованиям, материал подлежит браковке.
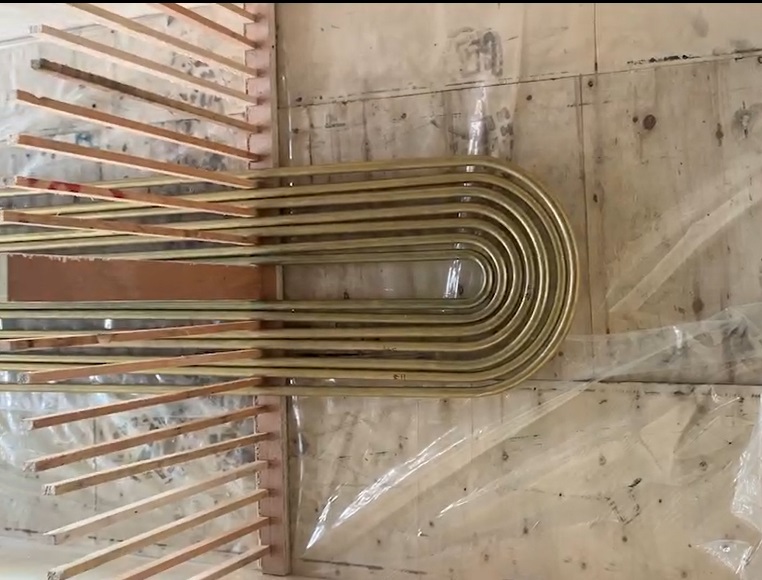
3.1.2 Труба с U-образным изгибом — трубка, согнутая на 180° в одной плоскости и придающая U-образную форму.
4. Информация для заказа ASTM B395.
4.1 Заказы на U-образные трубы по настоящей спецификации должны включать следующую информацию:
4.1.1 Материал (разделы 5 и 6),
4.1.2 Характер (раздел 7),
4.1.3 Требуется ли испытание на растяжение (раздел 8),
4.1.4 Должна ли U-образная часть медно-никелевых U-образных труб подвергаться затылочному отжигу (см. 7.4),
4.1.5 Размеры: диаметр и толщина стенки трубы (см. 14.1 и 14.2),
4.1.6 Перечень трубок, необходимых для двойного калибра, и длина участка толстого калибра (см. 5.2 и 14.3),
4.1.7 График радиусов изгиба (см. 14.5),
4.1.8 Длина ветвей U-образной трубы (см. 14.8),
4.1.9 Сертификация, если требуется (см. 22.1), и
4.1.10 Протокол прокатных испытаний, если требуется (см. 23.1).
4.1.11 Если изделие подлежит последующей сварке (см. табл.
2, сноска С).
4.2 Кроме того, когда материал приобретается для агентств правительства США, он должен соответствовать дополнительным требованиям, определенным в настоящем документе, если они указаны в контракте или заказе на поставку.
5. Материалы и производство ASTM B395.
5.1 Материал должен быть такого качества и чистоты, чтобы готовая продукция имела свойства и характеристики, предписанные настоящей спецификацией.
5.2 Трубы, которые должны быть U-образно согнуты до небольшого радиуса, должны, если указано, поставляться как трубы двойного калибра. Эти трубы должны быть изготовлены до U-образного изгиба с толщиной стенки центральной части длины трубы, утолщенной до эквивалента одного калибра Stubs или Birmingham Wire (Bwg), превышающего толщину стенки, указанную для прямой части трубы. U-образная трубка. Если не указано иное, трубы двойного калибра должны изготавливаться с постоянным внутренним диаметром; то есть увеличенная толщина стенки должна быть достигнута за счет увеличения наружного диаметра готовой трубы в центральной толстостенной секции.
5.3 Изогнутая часть U-образной трубы должна иметь практически одинаковую кривизну.
6. Химический состав ASTM B395.
6.1 Материал должен соответствовать химическим требованиям, указанным в таблице 2.
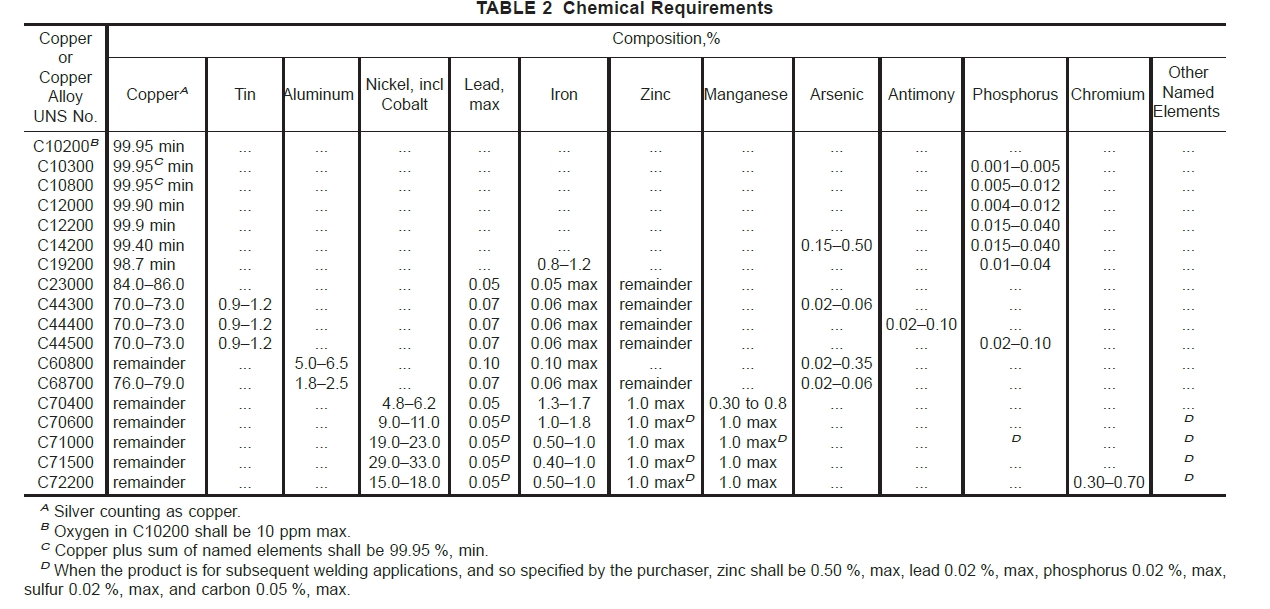
6.2 Данные пределы спецификации не исключают присутствия других элементов. Предельные значения для безымянных элементов могут устанавливаться по соглашению между изготовителем или поставщиком и покупателем.
6.2.1 Медный сплав UNS № C19200. За медь можно принять разницу между суммой всех анализируемых элементов и 100 %. При анализе всех элементов таблицы 2 их сумма должна составлять минимум 99,8 %.
6.2.2 Для медных сплавов, в которых в качестве остатка указана медь, за медь можно принимать разницу между суммой всех анализируемых элементов и 100 %.
6.2.2.1 При анализе всех элементов таблицы 2 их сумма должна быть такой, как показано в следующей таблице.
Медный сплав № UNS Медь плюс названные элементы, % мин.
С60800 99,5
С70400 99,5
С70600 99,5
С71000 99,5
C71500 99,5
С72200 99,8
6.2.3 Для медных сплавов, в которых в качестве остатка указан цинк, за медь или цинк можно принимать разницу между суммой всех анализируемых элементов и 100 %.
6.2.3.1 При анализе всех элементов таблицы 2 их сумма должна быть такой, как показано в следующей таблице.
Медный сплав № UNS Медь плюс названные элементы, % мин.
C23000 99,8
C44300 99,6
C44400 99,6
C44500 99,6
C68700 99,5
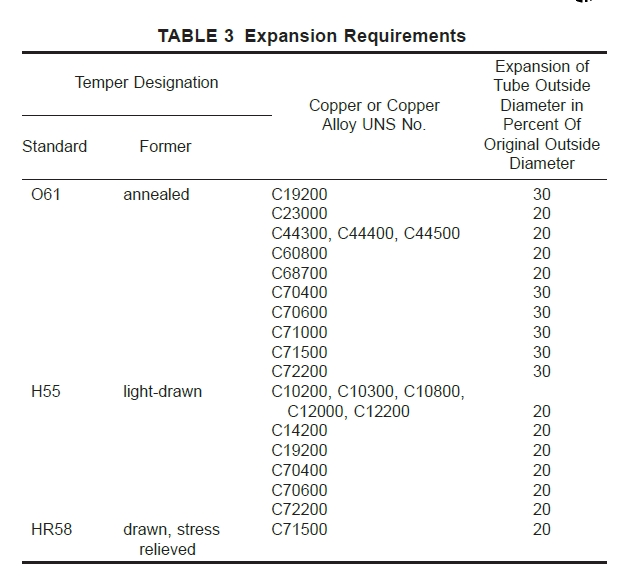
7. Закалка ASTM B395 (см. практику B 601).
7.1 Перед U-образным изгибом трубы из медного сплава UNS №№
C23000, C44300, C44400, C44500, C60800, C68700, C70400, C70600, C71000, C71500 и C72200 должны быть в отожженном состоянии (O61), если иное не указано в заказе на поставку.
7.2 Перед гибкой U-образные трубы из медных сплавов UNS номеров C10200, C10300, C10800, C12000, C12200 и C14200 обычно должны быть подвергнуты легкой вытяжке (H55). Трубы из медных сплавов номеров UNS C70400, C70600 и C72200, если указано, должны быть изготовлены из легкотянутой закалки (H55).
7.3 Перед гибкой U-образные трубы из медного сплава UNS № C19200 обычно должны находиться в отожженном (O61) или легкотянутом состоянии (H55), как указано.
7.4 Перед гибкой U-образные трубы из медного сплава UNS № C71500, если указано, должны быть изготовлены в тянутом состоянии без напряжений (HR58).
7.5 U-образная часть труб, изготовленных из медных сплавов UNS № C23000, C44300, C44400, C44500, C60800 и C68700, после гибки должна быть подвергнута свободному отжигу (HR). Если указано, U-образная часть труб, изготовленных из медных сплавов UNS № C70400, C70600, C71000, C71500 и C72200, после гибки должна быть подвергнута свободному отжигу (HR).
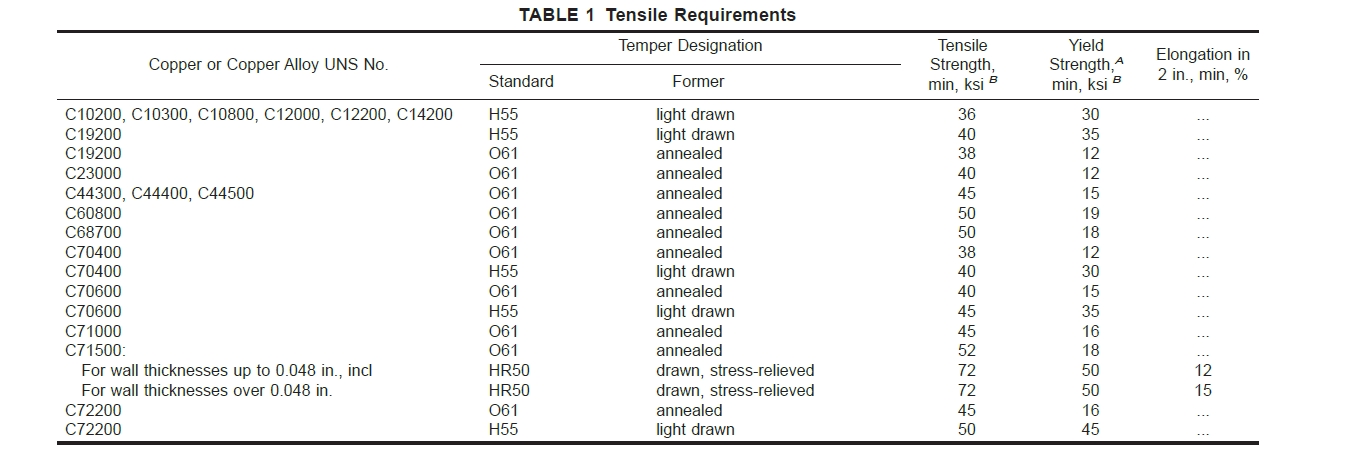
8. Свойства растяжения
8.1 Материал, соответствующий требованиям норм ASME по котлам и сосудам под давлением, должен иметь свойства растяжения, как указано в таблице 1.
9. Микроскопическое исследование ASTM B395.
9.1 Образцы трубок из отожженной стали (О61), отобранных для испытаний, должны быть подвергнуты микроскопическому исследованию при увеличении в 75 диаметров и должны показать равномерную и полную рекристаллизацию. Материалы, кроме медного сплава UNS № C19200, должны иметь средний размер зерна в пределах от 0,010 до 0,045 мм. Требования раздела 9 не распространяются на трубы легкотянутые (Н55), тянутые без напряжений (HR58) и на U-образную часть.
10. Испытание на расширение ASTM B395.
10.1 Образцы труб, выбранные для испытания, должны выдерживать расширение, указанное в таблице 3, при расширении в соответствии с методом испытаний В 153. На расширенной трубке не должно быть трещин или разрывов, видимых невооруженным глазом.
ПРИМЕЧАНИЕ 4 — Используемый здесь термин «глаз без посторонней помощи» позволяет использовать корректирующие очки, необходимые для получения нормального зрения.
11. Испытание на сплющивание ASTM B395.
11.1 Образцы для испытаний должны быть расплющены не менее чем на трех различных элементах по всей длине, оставшейся после отбора образцов для расширенных и металлографических испытаний. Для труб легкотянутого (Н55) и тянутого без напряжений (HR58) образцов перед правкой необходимо подвергнуть отжигу. Каждый элемент медленно расплющивается одним ударом пресса. Длина каждого сплющенного элемента должна составлять не менее 2 дюймов. Термин «сплющенный» следует интерпретировать следующим образом: микрометрический штангенциркуль, установленный в три раза больше толщины стенки, должен свободно проходить по трубе по всей сплющенной части, за исключением тех мест, где изменение имеет место элемент уплощения. На сплющенных элементах не должно быть трещин или разрывов, ясно видимых невооруженным глазом (примечание 3).
12. Тест ASTM B395 на нитрат ртути.
12.1 Предупреждение. Ртуть представляет собой определенную опасность для здоровья, поэтому рекомендуется использовать оборудование для обнаружения и удаления паров ртути, образующихся в результате улетучивания. При проведении испытаний желательно использовать резиновые перчатки.
12.2 Трубка достаточной длины, взятая из каждой из двух длин образцов, выбранных для испытаний, должна быть изогнута U-образно до наименьшего радиуса в заказе и подвергнута той же обработке защитным отжигом (HR), которая используется для этого размера в изготовление заказа. Образцы для испытаний, отрезанные на длину 6 дюймов как от U-образного изгиба, так и от длины прямого участка, должны выдерживать без растрескивания погружение в стандартный раствор нитрата ртути по методу испытаний B 154; образцы с прямыми отводами должны включать готовые концы труб. Испытание на нитрат ртути требуется только для медных сплавов под номерами UNS C23000, C44300, C44400, C44500, C60800 и C68700.
ПРИМЕЧАНИЕ 5 — Не существует стандартного метода испытаний для оценки эффективности разгрузочного отжига (HR) U-образного сечения медно-никелевых или медно-никель-железных труб в отношении склонности к коррозионному растрескиванию под напряжением.
13. Неразрушающий контроль ASTM B395.
13.1 Вихретоковое испытание:
13.1.1 Каждая труба перед изгибом должна быть подвергнута вихретоковому испытанию. Трубы могут быть испытаны в состоянии окончательной вытяжки, отжига или термообработки или в состоянии вытяжки перед окончательным отжигом или термообработкой, если иное не согласовано между поставщиком и покупателем.
13.1.2 Каждая трубка должна быть пропущена через установку вихретокового контроля, настроенную для получения информации о пригодности трубки для предполагаемого применения. Тестирование должно проводиться в соответствии с процедурами Методики E 243.
13.1.3 Глубина круглодонных поперечных насечек и диаметры просверленных отверстий в калибровочной трубке, используемой для регулировки чувствительности испытательного образца, указаны в табл. 4 и табл. 5 соответственно.
13.1.4 Трубки, не приводящие в действие сигнальное устройство вихретокового прибора, считаются отвечающими требованиям настоящего испытания. Трубки, вызывающие нерелевантные сигналы из-за влаги, загрязнения и подобных эффектов, могут быть отремонтированы и повторно проверены. Такие лампы при повторном испытании с исходными параметрами испытаний считаются соответствующими, если они не вызывают выхода выходных сигналов за допустимые пределы. Трубы, вызывающие нерелевантные сигналы из-за видимых и распознаваемых знаков обращения, считаются соответствующими, если размеры трубок находятся в установленных пределах и если трубы соответствуют требованиям испытаний на герметичность, указанным в 13.2.1.1 или 13.2.1.2, если иное не согласовано с изготовителем. производитель и покупатель.
13.2 Другие тесты:
13.2.1 Каждая трубка U-образного изгиба должна быть испытана на соответствие требованиям 13.2.1.1 или 13.2.1.2. Если не указано иное, изготовитель должен иметь возможность использовать испытание на утечку.
13.2.1.1 Гидростатическое испытание. Каждая трубка без признаков утечки должна выдерживать внутреннее гидростатическое давление, достаточное для того, чтобы подвергнуть материал напряжению в волокнах 7000 фунтов на квадратный дюйм, определяемому по следующему уравнению для тонких полых цилиндров, находящихся под напряжением. Нет необходимости испытывать трубку при гидростатическом давлении, превышающем манометрическое давление 1000 фунтов на квадратный дюйм, если иное не указано иное.
P 5 2St/~D 2 0,8t! (1)
где:
P 5 гидростатическое давление, фунт/кв.дюйм,
t 5 толщина стенки трубы, дюйм,
D 5 наружный диаметр трубки, дюймы и
S 5 допустимое напряжение материала, фунт на квадратный дюйм.
13.2.1.2 Пневматическое испытание. Каждая трубка должна подвергаться внутреннему манометрическому давлению не менее 60 фунтов на квадратный дюйм в течение 5 с без признаков утечки. Используемый метод испытаний должен позволять легкое визуальное обнаружение любой утечки, например, при нахождении трубки под водой или методом перепада давления. Любые доказательства утечки являются основанием для отказа.
14. ASTM B395 Размеры, вес и допустимые отклонения.
14.1 Диаметр трубы — внешний диаметр прямой части трубы, за исключением центрального толстого калибра.
Стандартные ссылки для скачивания ASTM B395