
Новостной центр



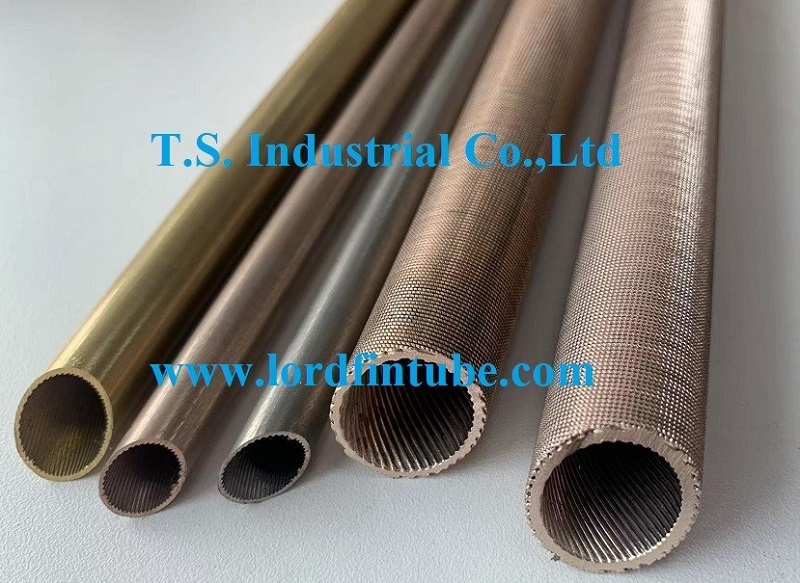
ASTM A1012 Трубки конденсатора и теплообменника со встроенными ребрами
Стандартные спецификации ASTM A1012 для бесшовных и сварных трубок конденсаторов и теплообменников из ферритной, аустенитной и дуплексной легированной стали со встроенными ребрами
1. Область применения ASTM A1012.
1.1 В данной спецификации описаны бесшовные и сварные трубы из ферритной, аустенитной и дуплексной стали, внешняя или внутренняя поверхность или обе поверхности которых были модифицированы методом холодной штамповки для создания цельной улучшенной поверхности для улучшения теплопередачи. Трубки используются в поверхностных конденсаторах, испарителях, теплообменниках и подобных устройствах для передачи тепла с диаметром неоребренных концов до 1 дюйма (25,4 мм) включительно. Котельные трубы исключены.
1.2 Значения, указанные в единицах дюйм-фунт, следует рассматривать как стандартные. Значения, указанные в скобках, предназначены только для информации.
1.3 Следующее заявление о мерах предосторожности относится только к части метода испытаний: Раздел 12 настоящей спецификации: Этот стандарт не претендует на рассмотрение всех проблем безопасности, если таковые имеются, связанных с его использованием. Пользователь настоящего стандарта несет ответственность за установление соответствующих мер безопасности и охраны труда и определение применимости нормативных ограничений перед использованием.
2. Справочные документы ASTM A1012.
2.1 Стандарты ASTM:
Спецификация A 213/A 213M для бесшовных труб котлов, пароперегревателей и теплообменников из ферритной и аустенитной легированной стали2
Спецификация A 249/A 249M для сварных трубок котлов, пароперегревателей, теплообменников и конденсаторов из аустенитной стали2
Спецификация A 268/A 268M для бесшовных и сварных труб из ферритной и мартенситной нержавеющей стали общего назначения2
Спецификация A 269/A 269M для бесшовных и сварных труб из аустенитной нержавеющей стали общего назначения2
Технические условия A 450/A 450M для общих требований к трубам из углеродистой, ферритной и аустенитной стали2. Технические условия 688/A 688M для сварных трубок нагревателя питательной воды из аустенитной нержавеющей стали2.
Спецификация A 789/A 789M для бесшовных и сварных труб из ферритной/аустенитной нержавеющей стали для общего обслуживания
Спецификация A 803/A 803M для сварных трубок нагревателя питательной воды из ферритной нержавеющей стали2
A 941 Терминология, касающаяся стали, нержавеющей стали, родственных сплавов и ферросплавов2
E 1316 Терминология для неразрушающего контроля3
3. Терминология ASTM A1012.
3.1 Определения. Определения общих терминов, используемых в данной спецификации, см. в Спецификации A 941.
3.2 Символы (номенклатура встроенных ребристых трубок):
D = внешний диаметр нерасширенной секции
Di = внутренний диаметр нерасширенной секции
dr = диаметр корня усиленной секции снаружи трубы
do = внешний диаметр улучшенной секции di = внутренний диаметр улучшенной секции W = толщина стенки неусиленной секции Wf = толщина стенки улучшенной секции
Fh = высота ребра — расширенная секция снаружи трубы
Fm = средняя толщина ребра — расширенное сечение снаружи трубы
P = средний шаг ребра — расширенная секция внутри трубки Rh = высота ребра — расширенная секция внутри трубки Ha = угол спирали ребра — расширенная секция внутри трубки Tt = переходная конусность
4. Информация для заказа ASTM A1012.
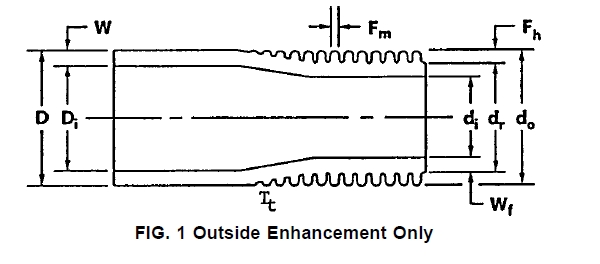
ИНЖИР. 1 Только внешние улучшения
4.1 Покупатель несет ответственность за определение всех требований, необходимых для материала, заказанного в соответствии с настоящей спецификацией. Такие требования могут включать, помимо прочего, следующее:
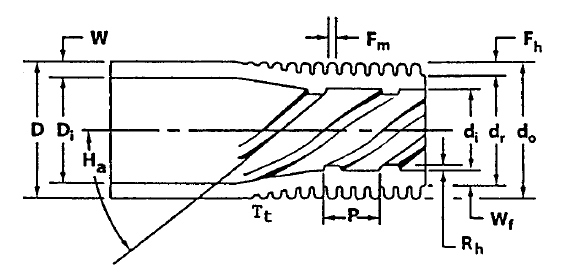
ИНЖИР. 2 Внешнее и внутреннее улучшение
4.1.1 Обозначение ASTM и год выпуска (данная спецификация);
4.1.2 Обозначение ASTM и год выпуска (спецификация простой трубки);
4.1.3 Сварные или бесшовные;
4.1.4 Марка сплава и обозначение UNS;
4.1.5 Размеры; наружный диаметр простой трубы, толщина стенки простой трубы (средняя или минимальная указанная), длина и расположение нерасширенных поверхностей, а также общая длина трубы. Конфигурация усиленных поверхностей (ребер на единицу длины, высота ребер, толщина стенки под ребром, шаг ребер, высота ребер и т.п.) должна быть согласована между изготовителем и покупателем (см. рисунки 1 и 2).
4.1.6 Закалка (как оребренная или отожженная для снятия напряжений);
4.1.7 Количество;
4.1.8 Упаковка;
4.1.9 Неразрушающий контроль;
4.1.10 Проверка клиента;
4.1.11 Протокол испытаний мельницы;
4.1.12 Сертификация.
5. Общие требования ASTM A1012.
5.1 Материал, поставляемый в соответствии с настоящей спецификацией, должен соответствовать применимым требованиям Спецификации A 450/A 450M, если здесь не указано иное.
5.2 Усиленные (цельнооребренные) секции трубы должны быть изготовлены путем холодной штамповки труб таким образом, чтобы наружные ребра, стенка под ребром и внутренние ребра (если указано) были однородными.
5.3 Трубы, описанные в настоящей спецификации, должны иметь неусиленные (гладкие) концы.
5.4 Усиленные секции трубы обычно поставляются в «оребренном» состоянии (нагартованное состояние, полученное в результате операции упрочнения). Неупрочненные участки трубы должны находиться в отожженном состоянии и быть пригодными для операций прокатки.
6. ASTM A1012 Материалы и производство.
6.1 Цельноусиленные (оребренные) трубы должны быть изготовлены из бесшовных, сварных или сварных/холодно обработанных гладких труб, соответствующих одной из следующих спецификаций ASTM: A 213/A 213M, A 249/A 249M, A 268/A 268M. , А 269/А 269М, А 688/А 688М, А 789/А 789М, А 803/А 803М.
7. ASTM A1012 Температура
7.1 Труба после улучшения обычно должна поставляться в исходном состоянии с оребрением. По указанию покупателя для гибки, намотки или других операций изготовления улучшенные части трубы могут быть подвергнуты отжигу для снятия напряжений или отжигу на раствор.
7.2 Термическая обработка усиленных профилей или участков изгиба, или того и другого, должна соответствовать действующим техническим условиям на простые трубы.
8. Химический состав ASTM A1012.
8.1 Указанные трубки должны соответствовать химическим требованиям, указанным в нормативной документации на простые трубы.
9. Требования ASTM A1012 к растяжению.
9.1 Труба до операции оребрения или неупрочненные части оребренной трубы должны соответствовать требованиям к свойствам растяжения, предписанным в руководящих спецификациях для гладких труб.
10. ASTM A1012 Допустимые изменения размеров.
10.1 Диаметр. Наружный диаметр нерасширенных секций не должен превышать допуски на диаметр, указанные в нормативной спецификации простой трубы, измеряемые микрометрами и проверяемые кольцевыми калибрами «годно» и «не годно». Диаметр усиленных секций не должен превышать диаметр задействованных гладких секций, определяемый калибром-кольцом, если не указано иное. Размеры калибров-колец должны соответствовать указанным в 10.1.1 и 10.1.2.
10.1.1 Размер внутреннего диаметра калибра-кольца «ходовой» должен быть равен номинальному диаметру трубы плюс максимальный допуск плюс 0,002 дюйма. Длина калибра-кольца «хода» должна составлять 1 дюйм (25,4 мм). ) минимум.
10.1.2 Размер внутреннего диаметра «нерабочего» кольцевого калибра должен быть равен номинальному диаметру трубы за вычетом максимального допуска. Длина стопорного кольцевого калибра должна составлять минимум 1 дюйм (25,4 мм).
10.2 Толщина стенки. Толщина стенки усиленных и неусиленных секций не должна превышать допуски по толщине, указанные в технических характеристиках простых труб, если иное не согласовано между производителем и покупателем. Ни одна труба в любой точке не должна иметь толщину меньше минимальной толщины, указанной для простых или усиленных секций.
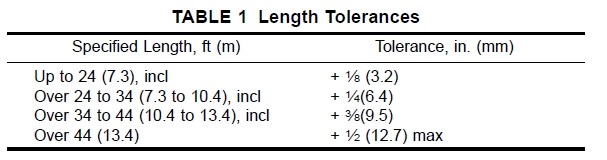
10.3 Длина. Длина трубок не должна быть меньше указанной, но может превышать указанное значение на величины, указанные в таблице 1.
10.3.1 Длина гладких концов, измеренная от конца трубы до первого отпечатка инструмента, не должна быть меньше указанной, но может превышать указанное значение на 1/2 дюйма (12,7 мм).
ТАБЛИЦА 1. Допуски по длине
Заданная длина, фут (м) Допуск, дюйм (мм) До 24 (7,3), включительно + 1/8 (3,2)
Свыше 24–34 (7,3–10,4), в т.ч. +1/4(6,4)
Свыше 34–44 (10,4–13,4), в т.ч. +3⁄8(9,5)
Более 44 (13,4) + 1/2 (12,7) максимум
10.3.2 Длина реберных секций и площадок (нерасширенных частей) должна быть указанной и составлять 6 1/4 дюйма (6,35 мм).
10.4 Прямоугольность среза. Угол среза конца любой трубы может отклоняться от прямоугольности не более чем на 0,016 дюйма.
10.5 Прямолинейность. Трубка должна быть достаточно прямой, без изгибов и изломов.
11. ASTM A1012 Качество изготовления, отделка и внешний вид.
11.1 Готовые трубы должны быть чистыми, без посторонних материалов, иметь гладкие концы, без заусенцев, а также не иметь вредных внешних и внутренних дефектов. Незначительные дефекты могут быть устранены при условии, что не превышаются допуски на размеры, указанные в разделе 10.
11.2 Небольшое окисление поверхности в результате термообработки после наращивания или изгиба допускается. Если спецификация простой трубы допускает небольшое окисление поверхности в результате термообработки, это также приемлемо.
12. Неразрушающие испытания ASTM A1012.
12.1 После усовершенствования операций подвергните каждую трубу неразрушающему электромагнитному испытанию, а также пневматическому или гидростатическому испытанию, как указано в заказе на поставку. Трубы обычно испытываются в заводском состоянии, но, по выбору изготовителя или покупателя, они могут быть испытаны в отожженном состоянии для снятия напряжений.
12.1.1 Испытание вихревым током. Трубку проверяют вихревым током, пропуская ее через окружающую катушку, предназначенную для испытания всего поперечного сечения трубки.
12.1.1.1 Эталонный образец, используемый для настройки чувствительности аппарата, должен быть исправным и изготовлен из того же номинального сплава, улучшенной конфигурации, состояния (закалки) и номинальных размеров, что и партия трубок, подлежащих испытаниям в производстве. Просверлите четыре отверстия диаметром не более 0,031 дюйма (0,787 мм) радиально через расширенную стенку в каждой из четырех последовательных плоскостей под углами 0°, 90°, 180° и 270°. Используйте расширенные и нерасширенные области не меньше указанного минимума.
12.1.1.5 Трубы, вызывающие соответствующие сигналы из-за вредных дефектов (неполных сварных швов, расколов, вкраплений мусора, отпечатков инструмента, внутренних дефектов), которые уменьшают толщину стенки ниже установленного минимума, должны быть забракованы. Если после повторного испытания и проверки не удается обнаружить источник браковочного сигнала, трубку следует забраковать.
12.1.2 Пневматическое испытание. При испытании с помощью этого метода испытаний каждая трубка должна выдерживать минимальное внутреннее давление воздуха 250 фунтов на квадратный дюйм (1,72 МПа) в течение минимум 5 с без признаков утечки. Используемый метод испытания должен позволять легко обнаружить любую утечку либо путем помещения трубки под воду, либо с помощью метода перепада давления следующим образом:
12.1.2.1 Испытание подводным воздухом под давлением. Каждая трубка должна быть испытана в соответствии со Спецификацией А 450/А 450М, за исключением использования испытательного давления, указанного в 12.1.2.
12.1.2.2 Испытание на перепад давления. Процедура и критерии приемки должны быть согласованы между изготовителем и покупателем.
12.1.3 Гидростатическое испытание. При испытании с помощью этого метода испытаний каждая труба должна быть испытана в соответствии со Спецификацией А 450/А 450М, за исключением того, что уравнение для расчета испытательного давления должно быть изменено следующим образом:
Единицы дюйм2фунт: P 5 32 000 Втф/др.
Единицы СИ: P 5 220,6 Wf/dr
где:
P = гидростатическое испытательное давление, фунты на квадратный дюйм (или МПа), Wf = толщина стенки под ребром, дюймы (или мм), dr = диаметр основания ребра, дюймы (или мм),
12.1.3.1 По согласованию между изготовителем и покупателем в заказе может быть указано минимальное гидростатическое испытательное давление, превышающее требования Спецификации А 450/А 450М. Напряжение стенки трубы должно определяться по следующему уравнению:
подходящее приспособление для сверления, стараясь не допустить деформации соседних ребер. Найдите одно отверстие в сварном шве для свариваемого материала. Космические искусственные разрывы не менее 16 дюймов.
где: S 5 Pdr / 2Wf
(406 мм) друг от друга, чтобы обеспечить разрешение сигнала, достаточное для интерпретации. Выбросьте и замените эталонный стандарт, если ошибочные сигналы возникают в результате механического, металлургического или другого повреждения трубки.
12.1.1.2 Отрегулируйте вихретоковый испытательный стенд так, чтобы получить оптимальное соотношение сигнал/шум с минимальной чувствительностью, необходимой для обнаружения всех четырех искусственных дефектов в эталоне на повторяемой основе. Регулировки оборудования и скорость труб, поддерживаемая во время калибровки, должны быть одинаковыми для производственных труб.
12.1.1.3 Отложите трубки, показывающие показания вихревых токов, превышающие любой сигнал, полученный от искусственных дефектов эталонного стандарта, и подвергните их повторному испытанию или браковке.
12.1.1.4 Лампы, вызывающие нерелевантные сигналы из-за мусора и подобных эффектов, считаются соответствующими, если при повторном испытании они не вызывают выходных сигналов, выходящих за допустимые пределы. Трубки, вызывающие нерелевантные сигналы из-за видимых и опознаваемых следов обращения (неровный кончик ребра, выемки на ребре), считаются соответствующими, при условии, что толщина стенки
S = напряжение стенки трубы, фунты на квадратный дюйм (или МПа) и все остальные символы, определенные в 12.1.3.
12.1.3.2 Гидростатические испытания могут проводиться до того, как труба будет отрезана до окончательной длины, но должны проводиться после закалки, изгиба, термообработки или других операций формования.
13. Проверка ASTM A1012.
13.1 Изготовитель должен проверить и провести необходимые испытания для проверки того, что поставляемые усиленные трубы соответствуют требованиям заказа клиента на поставку и требованиям настоящей спецификации.
13.2 Если покупатель дополнительно решит провести собственную проверку, изготовитель должен предусмотреть меры для этого в соответствии с требованиями, указанными в Спецификации A 450/A 450M.
14. Отказ от ASTM A1012.
14.1 Условия отклонения должны соответствовать требованиям Спецификации A 450/A 450M.
15. Сертифицированный протокол испытаний ASTM A1012.
15.1 Изготовитель должен предоставить покупателю сертифицированный протокол испытаний в соответствии с требованиями, указанными в А 450/А 450М.
15.2 Кроме того, отчет о сертифицированных испытаниях должен включать следующую информацию и результаты испытаний с изменениями, если это применимо:
15.2.1 Обычная трубка:
15.2.1.1 Обозначение материала по ASTM.
15.2.1.2 Сварные или бесшовные.
15.2.1.3 Марка сплава и обозначение UNS.
15.2.1.4 Размеры трубы (наружный диаметр и толщина стенки).
15.2.1.5 Номер заезда.
15.2.1.6 Тепловой анализ.
15.2.1.7 Анализ продукции, если указано.
15.2.1.8 Свойства растяжения.
15.2.1.9 Испытание на сплющивание приемлемо.
15.2.1.10 Приемлемо испытание на обратное сплющивание.
15.2.1.11 Приемлемо испытание на развальцовку.
15.2.1.12 Приемлемое испытание фланца.
15.2.1.13 Значения испытаний на твердость.
15.2.1.14 Гидростатическое или пневматическое испытательное давление и результаты испытаний.
15.2.1.15 Метод неразрушающего электрического контроля и результаты испытаний.
15.2.1.16 Результаты испытаний на удар.
15.2.1.17 Другие результаты испытаний или информация, которые должны быть указаны в спецификации продукта.
15.2.1.18 Результаты испытаний или информация, которую необходимо сообщать в соответствии с дополнительными требованиями или другими требованиями, указанными в заказе на поставку, должны быть сообщены, но могут быть представлены в отдельном документе.
15.2.2 Усовершенствованная трубка:
15.2.2.1 Обозначение материала по ASTM.
15.2.2.2 Название производителя и номер заказа.
15.2.2.3 Имя клиента и номер заказа на поставку.
15.2.2.4 Описание продукта или номер детали.
15.2.2.5 Количество.
15.2.2.6 Результаты вихретоковых испытаний.
15.2.2.7 Пневматическое испытательное давление и результаты испытаний, если они указаны.
15.2.2.8 Давление гидростатического испытания и результаты испытаний, если они указаны.
15.2.2.9 Отжиг для снятия напряжений, если указано.
15.2.2.10 Результаты любых других проверок или испытаний, требуемых заказом клиента на поставку.
16. ASTM A1012 Упаковка и маркировка упаковки.
16.1 Туба должна быть упакована в соответствии со стандартной практикой производителя, если иное не согласовано между производителем и покупателем и не указано в заказе на поставку.
16.2 На каждой отгрузочной единице должно быть четко указано название поставщика, имя клиента, адрес доставки, номер заказа на поставку, обозначение сплава, размер или номер детали, длина трубки и количество штук.
17. Ключевые слова ASTM A1012.
17.1 трубка из легированной стали; аустенитная нержавеющая сталь; трубка из углеродистой стали; конденсаторная трубка; дуплексная нержавеющая сталь; трубки подогрева питательной воды; ферритная/аустенитная нержавеющая сталь; ферритная нержавеющая сталь; трубка теплообменника; высокотемпературные применения; бесшовная стальная труба; трубка из нержавеющей стали; стальная труба; трубка пароперегревателя; температурные сервисные приложения — высокие; сварная стальная труба
Ссылки для скачивания стандарта ASTM A1012/A1012
Загрузить файлы/файл/2023121013070872.pdf
ASTM A1012 Трубки конденсатора и теплообменника со встроенными ребрами


Copyright © 2015-2023 T.S. Industrial Corporation Limited 
请输入搜索关键字
确定